Материал и технология изготовления заготовок коленчатых валов[править | править код]
Материал и технология изготовления зачастую тесно увязаны между собой. В данном случае, стальные валы (с целью достижения наивысшей прочности и вязкости) получают ковкой, чугунные (материал ковке не поддаётся) — литьём.
Стальные коленчатые валы
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей — 40ХНМА, 18ХНВА и др. Преимуществом стальных валов является наивысшая прочность, возможность получения высокой твёрдости шеек азотированием, чугунные валы — дешевле[источник не указан 374 дня
Выбор стали определяется поверхностной твёрдостью шеек, которую нужно получить. Твёрдость около 60 HRC (необходимая для применения роликовых подшипников) может быть получена, как правило, только химико-термической обработкой (цементация, азотирование, цианирование). Для этих целей годятся, как правило, малоуглеродистые хромоникелевые или хромоникельмолибденовые стали (12ХН3А, 18ХНВА, 20ХНМА, причём для валов средних и крупных размеров требуется большее легирование дорогостоящим молибденом. Однако в последнее время для этого стали употреблять дешёвые стали регламентированной прокаливаемости, позволяющие получить высокую твёрдость при сохранении вязкости сердцевины. Меньшая твёрдость, достаточная для надёжной работы подшипников скольжения, может быть получена закалкой ТВЧ как среднеуглеродистых сталей, так и серого или высокпрочного чугуна (45..55 HRC)[источник не указан 374 дня
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах, при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом[источник не указан 374 дня
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине[источник не указан 374 дня
Крупноразмерные коленчатые валы, такие как судовые, а также коленвалы двигателей с туннельным картером являются разборными, и соединяются на болтах. Коленвалы могут устанавливаться не только на подшипниках скольжения, но и на роликовых (шатунные и коренные), шариковых (коренные в маломощных моторах). В этих случаях и к точности изготовления, и к твёрдости предъявляются более высокие требования. Такие валы поэтому всегда изготовляют стальными[источник не указан 374 дня
Чугунные коленчатые валы
Литые коленчатые валы изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент использования металла и хорошее демпфирование крутильных колебаний, позволяющее часто отказаться от внешнего демпфера на переднем носке вала. В литых заготовках можно получить и ряд внутренних полостей при отливке.
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и «оборудования», особенно в автоматизированном производстве[источник не указан 374 дня
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Масляные отверстия в коленвалах соединяют обычно соседние коренную и шатунную шейку, и выполняются сверлением. Отверстия в щёках при этом зачеканиваются либо закрываются пробками на резьбе.
Виды и составные части коленчатых валов
На большинстве автомобильных двигателей применяют полно опорные коленчатые валы, т.е. каждая шатунная шейка расположена между двумя коренными. Таким образом, полно опорный вал имеет коренных шеек на одну больше чем шатунных. Полно опорные валы двигателей (Зил-130, КамАз-740, ВАЗ-2108) отличаются большой жесткостью, что повышает работоспособность КШМ. В машиностроении на автомобильных двигателях получили применение еще и неполно опорные коленчатые валы. В отличии от полно опорного коленчатого вала здесь шесть шатунных шеек и четыре коренных. Такие коленчатые валы устанавливаются на двигателя автомобилей ГАЗ-52-04. Например на легковых автомобилях семейства ВАЗ устанавливаются литые, чугунные, пяти опорные коленчатые валы (предусмотрена возможность пере шлифовки шеек коленчатого вала при ремонте с уменьшением диаметра на 0,25; 0,5; 0,75; и 1мм) с использованием двухслойных вкладышей, хорошо работающих в двигателях с большой частотой вращения коленчатого вала и большими нагрузками. Такой коленчатый вал показан на (рис 1.1.1) .
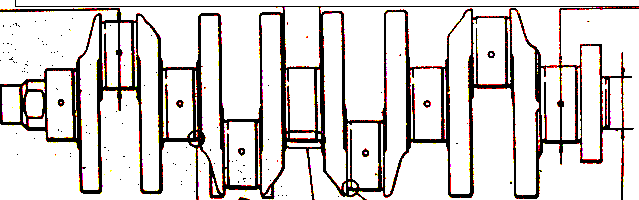
Рисунок 1.1.1 — Коленчатый вал двигателя автомобиля ВАЗ-2108
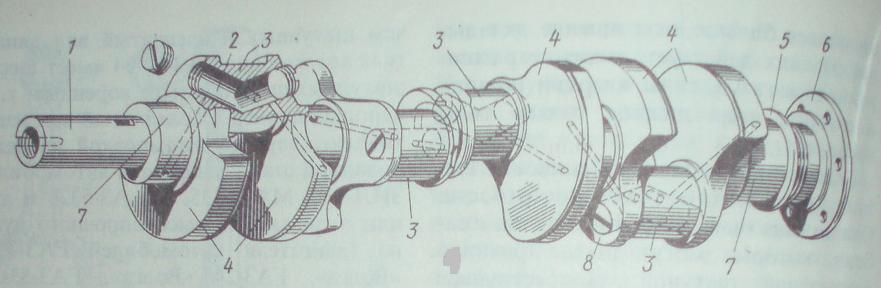
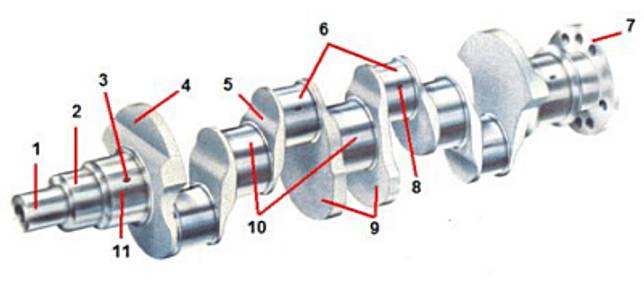
Коленчатые валы имеют еще свое различие по своей форме и строению. Форма коленчатого вала зависит от числа и расположения цилиндров, порядка работы и тактности двигателя. Например, рабочий цикл в однорядном четырехцилиндровом и шестицилиндровом двигателе совершается за два оборота коленчатого вала, т.е. за поворот вала на 720. Колена коленчатого вала расположены в трех плоскостях под углом 120.Шестицилиндровый V-образный двигатель располагает колена коленчатого вала в трех плоскостях под углом 120 одно к другому также как и в восьмицилиндровом V-образном двигателе но под углом 90. Форма. На рисунке 1.1.2 приведен полно опорный коленчатый вал двигателя автомобиля ЗИЛ-130. Коленчатый вал этого двигателя выполнен по крестообразной схеме (если смотреть с торца вала). Первая и четвертая шатунные шейки коленчатого вала направлены в разные стороны и лежат в одной плоскости. Вторая и третья шейки направлены в разные стороны, лежат в одной плоскости, но перпендикулярной первой. Перекрытие шеек составляет 22мм (перекрытие шеек применяется для повышения жесткости и надежности коленчатого вала). Диаметр шатунной шейки 65,5 мм, а коренной 74 мм. Данный коленчатый вал состоит из следующих частей коренные 7 и шатунные 3 шейки, щеки 8, противовесы 4, передний конец 1 и задний конец (хвостовик) с маслоотражателем 5, маслосгонной резьбой и фланцем 6 для крепления маховика .
Назначение и принцип работы коленвала
В автомобильном двигателе внутреннего сгорания основное назначение коленчатого вала заключается в передаче мощности мотора к трансмиссии: она вращает колеса, и происходит движение автомобиля. У теплохода коленвал работает на гребной винт, а у самолета — на пропеллер. Коленчатый вал — это деталь кривошипно-шатунного механизма, который преобразует поступательное движение поршней во вращательное движение коленчатого вала. С поршнями коленвал соединен посредством шатунов. Они давят на кривошипы коленчатого вала, как велосипедист на педали. (Велосипедисты, кстати называют шатунами рычаги педалей, это неправильно: по сути они кривошипы и движутся вокруг опор коленвала). Шатун же совершает как вращательное, так и в поступательное движение, шатается из стороны в сторону, за что и получил свое название.
Для простоты рассмотрим, как выглядит коленвал одноцилиндрового двигателя, чтобы лучше понять принцип работы коленчатого вала: • Деталь имеет две соосные шейки, которые удерживаются соответствующими опорами. • Между ними, под воздействием шатуна, крутится шатунная шейка (движение происходит по окружности, измеряемой радиусом кривошипа). • С задней стороны двигателя находится фланец, к которому привинчен маховик. Отсюда и снимается мощность мотора. Принято говорить, например: «с фланца двигателя удалось снять 100 кВт».
Для чего нужен коленвал в двигателе ВАЗ 2106
Коленчатый вал (коленвал) — важная деталь кривошипно-шатунного механизма любого двигателя. Работа узла направлена на преобразование энергии сгорающих газов в механическую энергию.
Описание коленвала ВАЗ 2106
Коленвал имеет довольно сложную конструкцию, с расположенными на одной оси шатунными шейками, которые соединяются посредством специальных щёк. Количество шатунных шеек на двигателе ВАЗ 2106 равно четырём, что соответствует числу цилиндров. Шатуны обеспечивают соединение шеек на валу с поршнями, в результате чего совершаются возвратно-поступательные движения.
Рассмотрим основные элементы коленчатого вала:
Спереди и сзади коленвала установлены уплотнители — сальники, которые предотвращают выход масла наружу. Весь механизм коленчатого вала вращается благодаря специальным подшипникам скольжения (вкладышам). Эта деталь представляет собой тонкую стальную пластину, которая покрыта материалом с низким коэффициентов трения. Чтобы вал не смещался по оси, используется упорный подшипник. В качестве материала при изготовлении коленчатого вала используется углеродистая или легированная сталь, а также модифицированный чугун, а сам процесс производства осуществляется методом литья или штамповки.
Коленвал силового агрегата имеет сложное устройство, но при этом принцип его работы довольно прост. В цилиндрах двигателя происходит воспламенение и сгорание топливно-воздушной смеси, в результате чего выделяются газы. В ходе расширения газы оказывают воздействие на поршни, что приводит к совершению поступательных движений. Механическая энергия от поршневых элементов передаётся шатунам, которые соединяются с ними через втулку и поршневой палец.
Такой элемент, как шатун, соединяется с шейкой коленвала с помощью вкладыша. Как результат, поступательное движение поршня преобразуется во вращение коленчатого вала. Когда вал совершает пол-оборота (проворачивается на 180˚), шатунная шейка движется обратно, тем самым обеспечивая возврат поршня. В дальнейшем происходит повторение циклов.
Не менее важным в работе коленвала является процесс смазывания трущихся поверхностей, к которым относятся шатунные и коренные шейки
Важно знать и помнить, что подача смазки к валу происходит под давлением, которое создаётся масляным насосом. На каждую коренную шейку масло подводится отдельно от общей системы смазки
На шейки шатунов смазывающее вещество подаётся через специальные каналы, которые расположены в коренных шейках.
Размеры шеек
Коренные и шатунные шейки по мере эксплуатации двигателя изнашиваются, что приводит к нарушению правильной работы силового агрегата. Кроме этого, износ может быть связан с разного рода неполадками двигателя. К таковым относятся:






Перечисленные нюансы приводят к повреждению поверхности шеек вала, что говорит о необходимости ремонта либо замены узла. Чтобы оценить износ шеек, необходимо знать их размеры, которые приведены в таблице.
Таблица: диаметры шеек коленвала
| Шатунные | Коренные | ||||||||
| Номинальные | Ремонтные | Номинальные | Ремонтные | ||||||
| 0,25 | 0,5 | 0,75 | 1 | 0,25 | 0,5 | 0,75 | 1 | ||
| 47,814 | 47,564 | 47,314 | 47,064 | 46,814 | 50,775 | 50,525 | 50,275 | 50,025 | 49,775 |
| 47,834 | 47,584 | 47,334 | 47,084 | 46,834 | 50,795 | 50,545 | 50,295 | 50,045 | 49,795 |
Что делать при износе шеек
Каковы действия при износе шеек коленвала на ВАЗ 2106? Сперва производится деффектовка, делают замеры при помощи микрометра, после чего выполняют шлифовку шеек коленвала на специальном оборудовании до ремонтного размера. В гаражных условиях эту процедуру сделать невозможно. Шлифовка шеек производится до самого близкого размера (исходя из приведённых таблиц). После обработки устанавливаются утолщённые вкладыши (ремонтные) в соответствии с новым размером шеек.
Если производится капитальный ремонт двигателя, совсем не лишним будет осмотреть масляный насос, продуть масляные каналы блока цилиндров, а также самого коленвала
Внимание стоит обратить на систему охлаждения. Если на элементах двигателя или его системах присутствуют следы износа либо повреждений, детали и механизмы нуждаются в ремонте или замене
Видео: шлифовка коленвала на станке
Необходимость в выборе коленчатого вала на ВАЗ 2106, как и на любой другой автомобиль, возникает в случае ремонта двигателя или для улучшения характеристик мотора. Независимо от поставленных задач нужно помнить, что коленчатый вал должен быть тяжёлым, с противовесами большого веса. Если деталь будет подобрана правильно, механические потери значительно снизятся, также как и другие нагрузки на механизмы.
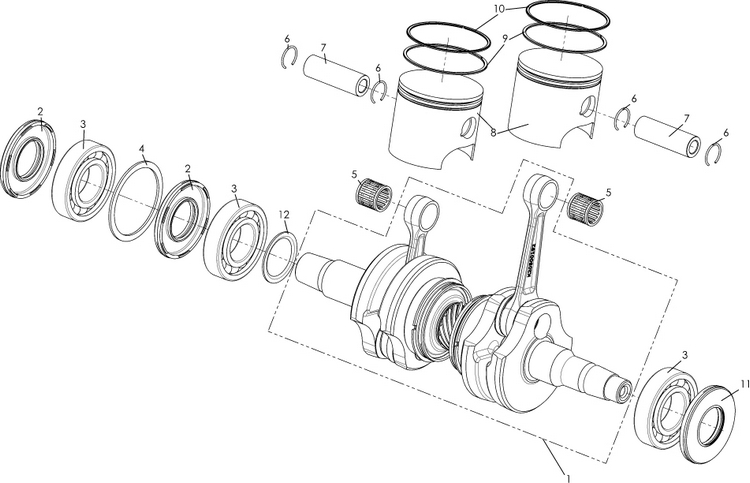
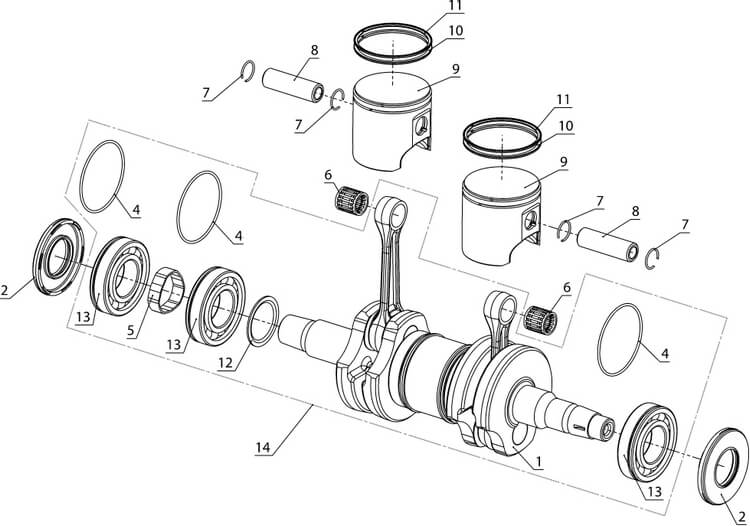
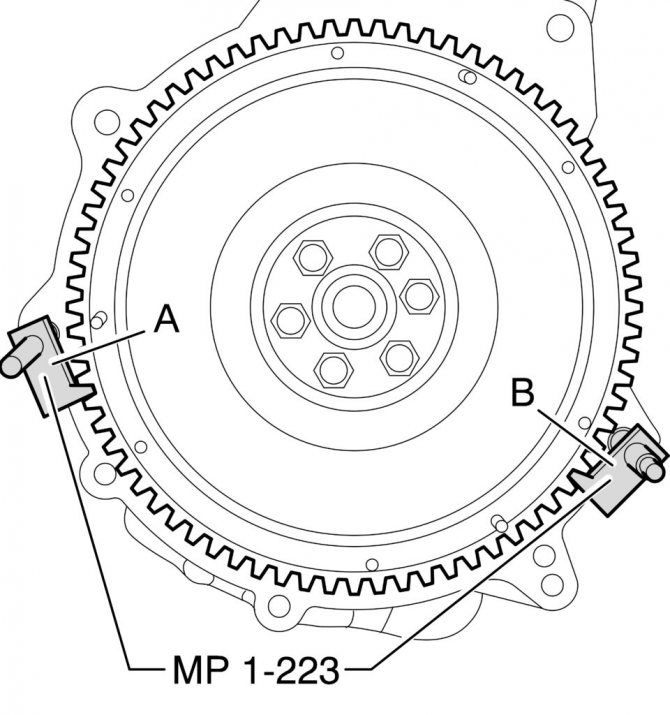
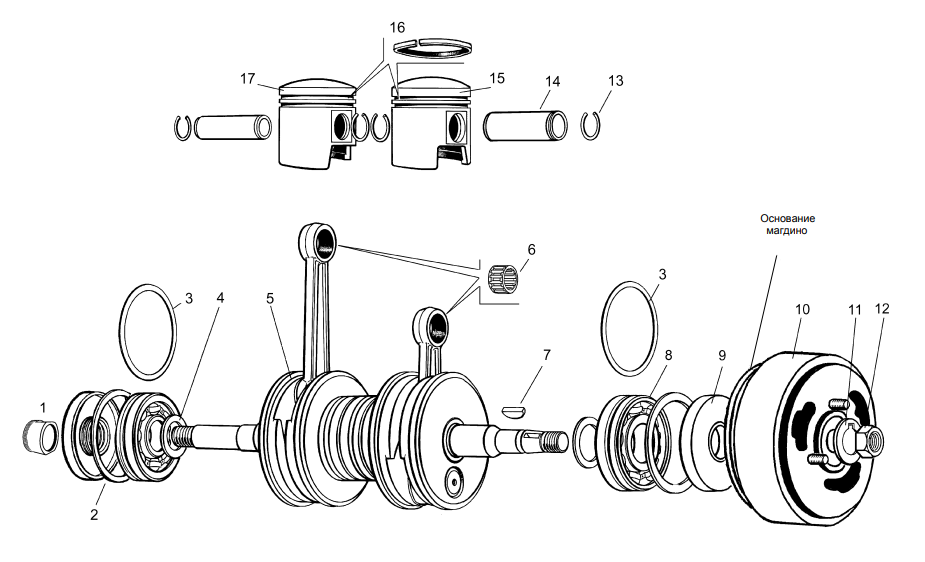
Последовательность работ по замене коленчатого вала
1. На «венец» маховика установить фиксатор коленвала MP 1-223 (он будет препятствовать вращению коленвала). Положение А для затяжки, В — для ослабления.
2. Открутить болты крепления маховика 15, демонтировать маховик.
3. Открутить болты 13 и, вытащив установочный штифт, демонтировать колесо датчика коленвала.
4. Открутив по периметру болты 1 и 17, демонтировать прижимной передний фланец 3, передний сальник 2, промежуточную пластину 16, уплотнительную прокладку 18.
5. Раскрутить болты 10, демонтировать крышки коренных шеек, верхние половинки подшипников 7 и полукольца 8.
6. Выполнить выемку вала 6 из блока двигателя, убрать нижние части подшипников 4 и полуколец.
7. Произвести дефектовку, шлифовку, балансировку коленчатого вала. Выполнить очистку постелей коленвала и блока двигателя.
8. Установку коленчатого вала выполнить в последовательности, обратной разборке. При монтаже колеса положения коленвала выполнить контроль размера превышения установочного штифта 11 согласно со схемой проверки.
9. После монтажа коленчатого вала в блок двигателя произвести контроль биений.
Источник
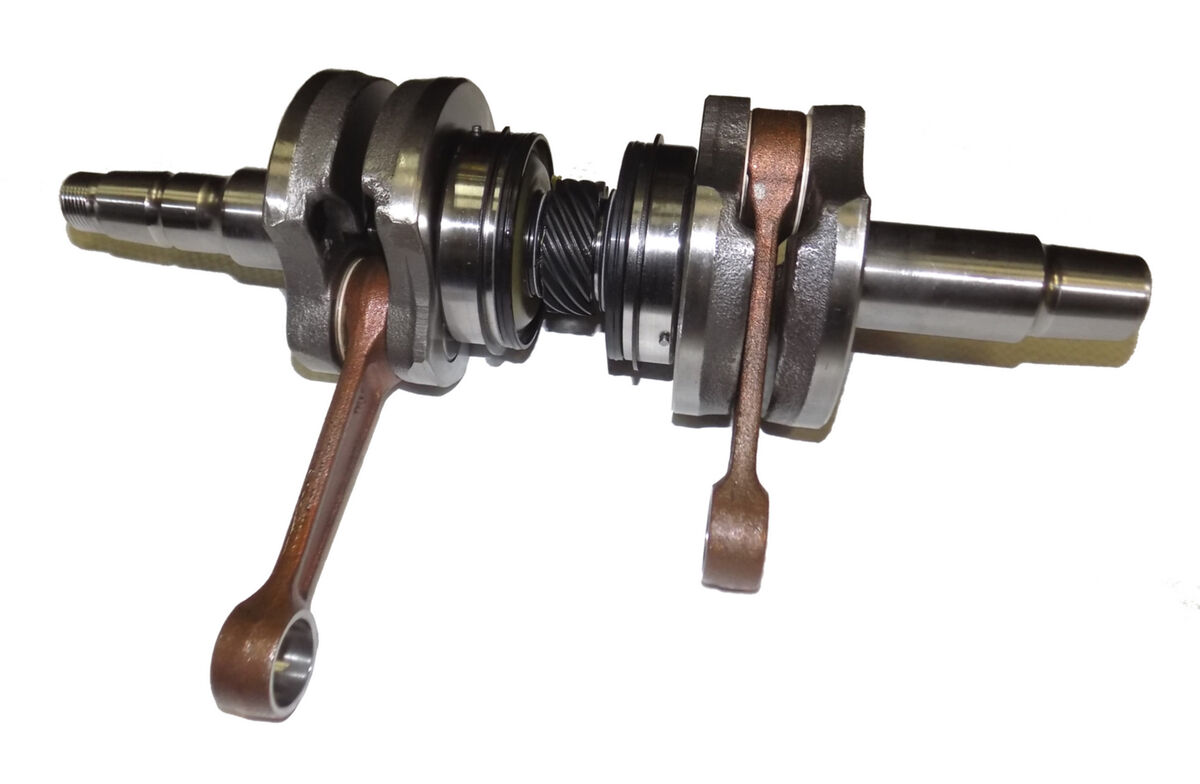
Из чего состоит коленчатый вал
Конструкция коленчатого вала: 1. Носок коленчатого вала; 2. Посадочное место звездочки (шестерни) привода распределительного вала; 3. Отверстие подвода масла к коренной шейке; 4. Противовес; 5. Щека; 6. Шатунные шейки; 7. Фланец маховика; 8. Отверстие подвода масла к шатунной шейке; 9. Противовесы; 10. Коренные шейки; 11. Коренная шейка упорного подшипника.
Рабочие компоненты коленвала:
- Коренная шейка – валовая опора, которая служит осью вращения самого вала. Она лежит в подшипнике, который встроен в картер.
- Шатунные шейки – опоры, связанные с поршневыми шатунами. Во время работы они смещаются относительно оси вала по круговой траектории.
- Щёки – вспомогательные детали, связывающие шатунные и коренные шейки. Они также предотвращают разрушение вала из-за резонансной нагрузки.
- Хвостовик – задняя часть, соединённая с шестерной отбора или маховиком для передачи мощности на движение.
- Носок – передняя часть вала, которая посредством шкива или зубчатого колеса передаёт мощность приводу газораспределительного блока и других вспомогательных механизмов.
- Противовесы – детали, необходимые для распределения нагрузки и уравновешивания массы шатунов и поршней.
Для уплотнения носка и хвостовика используются защитные сальники. Это предотвращает просачивание масла в местах выхода частей маховика за границы блока цилиндров. Вращательное движение обеспечивается тонкими стальными подшипниками скольжения. Чтобы ось вращения вала не смещалась, на одну из коренных шеек ставится упорный подшипник.
Во время работы самые большие напряжения концентрируются в месте соединения шеек и щёк. Для разгрузки его делают с галтелью – полукруглым переходом с промежуточным технологическим поясом. По причине экстремальных нагрузок в месте перехода щёк в шейки в своё время производители отказались от составных коленвалов, детали которых соединялись крепежом.
что это Устройство коленчатого вала. Фото, видео
Наверное каждый автолюбитель задавался вопросом: что такое коленвал, что он из себя представляет? В данной статье мы дадим ответ на это вопрос.
Усилия, передаваемые поршнями через шатуны, воспринимает коленчатый вал. Затем они преобразуются в крутящий момент. Главные требования к коленчатому валу – это жёсткость и прочность.
Материалом изготовления коленчатого вала является сталь и высокопрочный чугун. Стальные валы куют, а чугунные выливают в изготовленные формы. Поверхности шатунных и коренных шеек обрабатывают термически, придают им прочность, а затем шлифуют.
На коленчатом валу имеется несколько шатунных и коренных шеек. Они соединены между собой щёчками, которые имеют продолжение в противоположную от шейки сторону и создают противовес. В конструкции двигателей некоторых грузовых автомобилей имеются противовесы, крепящиеся к коленчатому валу при помощи болтов. Диаметр коренных шеек всегда больше шатунных. Если посмотреть на коленчатый вал с его торца, и Вы увидите, как шатунные шейки перекрывают коренные, то это означает, что у него очень жёсткая конструкция. Двигатель, в котором поршень имеет короткий ход, сделать перекрытие шеек проще. Коленчатый вал называется полноопорным, если слева и справа от шатунной шейки расположены коренные шейки. При отсутствии с обеих сторон коренных шеек, такой вал называют неполноопорным. Его масса будет увеличенной, он может выдерживать сильные закручивающие и изгибающие нагрузки, а конструкция при этом более жёсткая.








Наибольшее распространение получили полноопорные коленчатые валы. Разборные коленчатые валы в современных двигателях внутреннего сгорания применяют редко. Сопряжение от щёчки к шейке делают по радиусу, потому что в этом месте большое количество напряжений. Образование трещин и дальнейшее разрушение в этом месте в такой конструкции сведены почти на ноль.
Тонкостенные, разъёмные вкладыши используются как подшипники скольжения в шатунных и коренных шейках. Их изготавливают из тонкой стали, на поверхность которой наносят антифрикционный сплав (баббит). С помощью особого выступа они устанавливаются в специальные канавки, что не даёт им проворачиваться в опорах коленчатого вала. Упорные подшипники скольжения удерживают коленчатый вал от осевого смещения.
Технологические отверстия (масляные каналы) просверлены внутри шеек и щёчек коленчатого вала. Моторное масло поступает всё время под давлением, потому что незначительная продолжительность работы коленчатого вала без масла приведёт к его поломке. Он не выдержит нагрузки и заклинит.
Маховик крепится к его задней части. Он выводит кривошипо — шатунный механизм из мёртвых точек, запасает и отдаёт энергию на разных тактах, а также снижает неравномерность работы двигателя в целом. Маховик изготавливают из чугуна, и он имеет форму диска. Масса у него большая. Зубчатый венец напрессован на наружную поверхность маховика. При помощи него электрический стартер при пуске передаёт движение на коленчатый вал. Если на двигателе внутреннего сгорания три и больше поршня, то рабочий ход одновременно начинается в двух или большем количестве цилиндров. Масса маховика на таких двигателях мала, а крутящий момент плавный.
Видео — изготовление коленвала
Крутильные колебания – это непрекращающееся раскручивание и закручивание коленчатого вала. Если произойдёт совпадение частот внешних сил и крутильных колебаний, то последствием этого станет резонанс, который приведёт к поломке коленчатого вала. На старых автомобилях в двигателях коленчатые валы ломались в месте сопряжения коренной шейки со щёчкой. Количество оборотов и высокая жёсткость современных коленчатых валов не подвержены пагубному влиянию резонансных частот. Однако на двигателях имеются гасители крутильных колебаний, снижающие виброактивность коленчатых валов. Шкив коленчатого вала делят на две части, заливают их резиной, центруют, и после этого за счёт внутреннего трения он будет поглощать вибрацию.
В настоящее время огромную популярность приобрели двухмассовые маховики, выполняющие роль гасителей крутильных колебаний.
Также на двигатели внутреннего сгорания устанавливают новейшие тороидные стартер – генераторы, позволяющие ему работать при максимальных нагрузках, при помощи электронного блока управления снижать вибрации и колебания, а также бесшумно производить запуск.
Вперёд >
Другие статьи
#Бачок ГЦС Бачок ГЦС: надежная работа гидропривода сцепления
14.10.2020 | Статьи о запасных частях
Многие современные автомобили, особенно грузовые, оснащаются гидравлическим приводом выключения сцепления. Достаточный запас жидкости для работы главного цилиндра сцепления хранится в специальном бачке. Все о бачках ГЦС, их типах и конструкции, а также о выборе и замене этих деталей читайте в статье.
#Оправка диска сцепления Оправка диска сцепления: правильная сборка сцепления с первого раза
07.10.2020 | Статьи о запасных частях
При ремонте сцепления в автомобилях с механической трансмиссией возникают сложности с центрированием ведомого диска. Для решения этой проблемы используются специальные приспособления — оправки. О том, что такое оправка диска сцепления, как она устроена и как ее правильно применять — читайте в статье.
#Бачок масляный гидроусилителя Бачок масляный гидроусилителя: хранение и защита рабочей жидкости ГУР
30.09.2020 | Статьи о запасных частях
Большинство современных автомобилей и иной колесной техники оснащаются системой гидроусилителя руля, в которой обязательно присутствует емкость для хранения жидкости — масляный бачок ГУР. Все об этих деталях, их типах, конструкции и особенностях, а также о выборе и замене бачков — читайте в статье.
#Палец рессоры Палец рессоры: надежный монтаж рессорной подвески
23.09.2020 | Статьи о запасных частях
Монтаж рессор на раму транспортного средства выполняется с помощью опор, построенных на специальных деталях — пальцах. Все о пальцах рессор, их существующих типах, конструкции и особенностях работы в подвеске, а также о правильном выборе пальцев и их замене, вы можете узнать в представленной статье.
Добавить в
Без категории (16)
Купить оптом (23)
Для МихМихалыча (123)
Новая группа избранного
Добавить
Проверка коленчатого вала
Визуально проверьте состояние поверхностей коленных и шатунных шеек на наличие рисок и задиров. Проверьте состояние упорных поверхностей коленчатого вала, контактирующих с осевыми упорными вкладышами. При помощи нутромера с часовым индикатором замерьте расстояние между опорными поверхностями вала, контактирующими с осевыми упорными вкладышами.
Проверьте поверхности, контактирующие с уплотняющими кромками переднего и заднего сальников коленчатого вала. Проверьте посадочные поверхности маховика, зубчатого шкива или звёздочки и гасителя крутильных колебаний. При обнаружении повреждения указанных поверхностей вал необходимо заменить или отремонтировать.








При помощи микрометра проведите необходимые замеры всех коренных и шатунных шеек для определения недопустимого износа, конусности и овальности шеек. На каждой шейке необходимо произвести не менее четырёх замеров. Диаметр шейки измеряется с каждой стороны шейки в двух перпендикулярных направлениях. После замеров вычтите из большего размера меньший и определите конусность и овальность каждой шейки. Для определения износа учитывайте самый меньший диаметр из измеренных. Сравните полученные значения износа, конусности и овальность с данными в руководстве по ремонту. Если хоть одно из полученных значений превышает установленную норму, вал необходимо заменить или отремонтировать.
Установите коленчатый вал в центры или на V-образные призмы. Установите индикатор точно по середине центральной коренной шейки и замерьте радиальное биение вала. Действительное радиальное биение вала равно половите значения, замеренного индикатором. Если радиальное биение вала превышает норму, указанную в руководстве, вал необходимо заменить или отремонтировать.
Не только ремонт, но и указанные проверки лучше выполнять в условиях специальных предприятий, имеющих точный мерительный инструмент, специальные станки и квалифицированный, по данному роду работ, персонал.
Методика проверки биения коленчатого вала
Установите коленчатый вал в центры или на V-образные призмы. Установите штатив индикатора напротив центральной коренной шейки. Прижмите щуп индикатора к поверхности шейки. Медленно поворачивая коленчатый вал, при помощи индикатора определите самое низкое положение центра вала. Установите шкалу индикатора на «0». Медленно поворачивая коленчатый вал, определите самое высокое положение вала. Считайте показание индикатора. Истинное биение вала равно половине показания индикатора. Сравните вычисленное биение вала с техническими требованиями.
Ремонтные размеры
Многие заводы-изготовители двигателей выпускают вкладыши подшипников коренных и шатунных шеек коленчатого вала ремонтных размеров. Эти вкладыши имеют увеличенную толщину. Для отечественных автомобилей обычно выпускаются вкладыши одного номинального и четырёх ремонтных размеров. Вкладыши ремонтных размеров имеют обозначения: +0,25; +0,50; +0,75 и +1,0. При ремонте коленчатого вала шейки вала перешлифовываются так, чтобы соответствовать ремонтному размеру после устранения всех выявленных геометрических искажений формы шеек вала
Обратите внимание, что ремонтный размер указывает изменение диаметра шейки, а не толщины вкладыша. То есть каждый вкладыш +0,25 будет толще номинального не на 0,25 мм, а на 0,25 / 2 = 0,125 мм, что соответствует уменьшению внутреннего диаметра подшипника на 0,25 мм
Соответственно шейки вала ремонтных размеров имеют обозначение -0,25; -0,50; -0,75 и -1,0. В этом случае диаметр шейки вала изменяется именно на указанную величину.
Так же выпускаются ремонтные осевые упорные вкладыши (полукольца) увеличенной толщины. Эти вкладыши предназначены для регулирования осевого люфта коленчатого вала.
Некоторые заводы-изготовители вкладыши ремонтных размеров не выпускают. В этом случае при обнаружении того, что геометрические размеры шеек вала выходят за установленные ограничения, необходимо заменить коленчатый вал.
Не путайте вкладыши ремонтных размеров с вкладышами селективной подборки, обычно имеющие цветовые метки, также имеющие некоторые различия по толщине. Вкладыши селективной подборки предназначены для точного подбора необходимого зазора в подшипнике, с учетом в различия в точности обработке диаметра коренных и шатунных шеек.
Если приходится ремонтировать автомобиль, ранее принадлежащий другому владельцу, вполне возможно, что коленчатый вал уже подлежал ремонту. Поэтому после снятия коленчатого вала обязательно замерьте диаметр шеек, и определите, к какому ремонтному размеру относится вал.