

Как удалить старое седло
Процедуру замены старых сёдел клапанов двигателя логично начинать с демонтажных работ. Конечно, подробно объяснять, как снимается головка блока, не будем. Тут у каждого двигателя свои конструктивные особенности.
Порой, чтобы вытащить старые сёдла клапанов на автомобиле из ГБЦ, прибегают не к самому правильному решению. А если говорить точнее, то этот способ крайне не рекомендуется применять на практике. Но почему-то именно его обычно и советуют. Странно.

Для начала о том, как можно, но не нужно заменить изношенное седло клапана:
- ненужный клапан следует подогнать под седло по размеру;
- вставить на посадочное место;
- приварить к седлу этот клапан;
- пока металл не остыл, выбить деталь;
- клапан должен выйти при этом вместе с седлом.
Поскольку происходит разное расширение металлов, то есть алюминия и стали, это приводит к уменьшению натяга. Если же металл остынет, тогда вытащить будет уже не так просто. Так что работают обычно по горячему.
Почему так поступать не рекомендуется? В процессе сварки происходит нагрев всей головки. Её в итоге ведёт, она приобретает кривизну. Плюс сварка и нагрев открывают скрытые трещины на местах, где присутствует сильное внутреннее напряжение металла. И этого в 99% не избежать. Как результат, происходит пробитие головки блока.
Поэтому лучшим решением будет снять изношенные элементы клапанов из ГБЦ иным способом. Куда более безопасным и правильным.
Предпочтительные способы извлечения
Как вы понимаете, выбить седло — это не лучший вариант. Выпрессовать его таким грубым способом можно, но это повлечёт за собой крайне неприятные и нежелательные последствия.
Есть один оптимальный способ — стачивание элемента на станке. Буквально до состояния фольги по толщине. При этом седло буквально само выпрыгивает из посадочного места. Хотя обычно именно из седла выпрыгивают. Но это уже другая история.

Увы, такой метод невозможно реализовать в гаражных условиях. Далеко не у всех найдётся соответствующее оборудование. Но если вдруг есть, выбирайте этот метод.
Остаётся ещё один вариант. Он считается оптимальным, простым и наиболее безопасным при замене седла своими руками.
Смысл заключается в следующем:
- с помощью фрезы сточите насквозь седло с одного края, на ваше усмотрение;
- это приведёт к ослаблению седла;
- утратится заводской натяг;
- деталь буквально сама может выпрыгнуть из посадочного отверстия.
Порой даже насквозь стачивать не нужно. Когда до посадочного места остаётся около 0,5 мм толщины седла, натяг пропадает и деталь перестаёт держаться. При размыкании кольца сопротивления уже нет.
Найти фрезу под дрель при этом не составит большого труда. Стоимость сопоставима с ценой обычного сверла. Поэтому способ справедливо можно считать бюджетным и одновременно эффективным.
Всё, деталь удалось вытащить. Теперь пора подумать о том, как вернуть на место новую запчасть.
Как заменить клапанные втулки на ВАЗ 2106
- Открыть доступ к втулкам клапанов за счёт проворачивания двух крайних шпилек, которые мешают установить оправку. Отворачиваются они методом навинчивания на них четырёх гаек попарно. Можно прибегнуть к специальному шпильковёрту.
Шпильки ГБЦ ВАЗ 2106 откручиваются для доступа к клапанам
- Направляющая втулка легко выпрессовывается ударами молотка по вставленной оправке. Прежде чем приступать к извлечению старой втулки, необходимо перевернуть ГБЦ.
Выпрессовка направляющей втулки ВАЗ 2106 из гнезда с помощью специального инструмента
- Деталь устанавливается в седло, затем молотком и оправкой запрессовывается до упора в плоскость ГБЦ. На втулки надеваются стопорные кольца и в таком состоянии проводится их запрессовка. Втулки впускных клапанов на ВАЗ 2106 несколько короче, чем втулки выпускных клапанов. Изнутри они покрыты канавками, которые смазывают клапаны. Длина канавок различается у впускных и выпускных клапанов: в первом случае они идут только до половины седла, во втором — до его дна.
Запрессовка новых направляющих втулокВАЗ 2106
- По окончании монтажа втулок их отверстия разворачиваются, причём их диаметр различается.
Отверстия направляющих втулок ВАЗ 2106 разворачиваются после монтажа
Установка нового седла
Рассухариватель клапанов. как сделать своими руками
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием
При этом важно, чтобы кольцо встало без перекоса
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.








Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.
Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
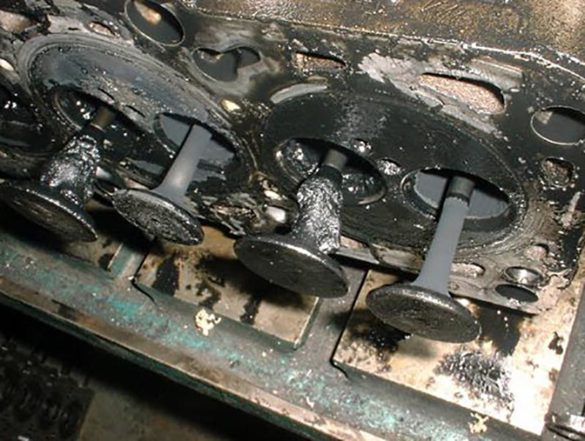
Нагар на штоке разрушает втулку довольно быстро
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Процедура установки
Самый правильный метод установки предусматривает применение азота. Другие методы считаются менее надёжными.
Когда металлический элемент находится в условиях комнатной температуры, то диаметр клапанного седла оказывается больше по размеру, чем посадочное отверстие в головке блока цилиндров. Из-за этого после монтажа возникает натяг.
Чтобы без проблем установить деталь, сначала клапанное седло необходимо немного уменьшить в размерах. Как известно, при низких температурах металл сжимается. Этим и объясняется необходимость применения азота.

Жидкий азот имеет крайне низкую температуру. Погружая в него деталь, происходит сжатие, диаметр уменьшается. В таком состоянии элемент без проблем входит в посадочное отверстие.
Параллельно можно увеличить размер посадочного отверстия. Для этого нужен противоположный эффект. То есть нагрев.
Тогда отверстие расширяется и посадочный зазор увеличивается. Нагревая головку, потребность в сильном охлаждении седла пропадает. В этом случае можно просто на несколько часов поместить седло в морозильную камеру.
Установка седла без термической обработки не рекомендуется. Это не позволит обеспечить нужный натяг. Как результат, в процессе эксплуатации седло попросту выпадет.
Если вы решили заменить на двигателе сёдла клапанов своими руками, тогда пошагово процесс будет выглядеть следующим образом:
- снимите старый элемент;
- подготовьте деталь нужного размера;
- поместите новую запчасть в морозильную камеру, либо в жидкий азот;
- спустя несколько часов в морозилке приступайте к нагреву посадочного места;
- нагревать можно с помощью газовой горелки или иным способом;
- доставайте охлаждённое седло и вставляйте в нагретое гнездо;
- лёгкими ударами вбейте деталь в посадочное место.









Учтите, что при использовании жидкого азота нагревать гнездо необязательно. Если же поместили седло в морозилку, то лучше прогреть.
Сильные удары наносить не стоит. И обязательно работайте в защитных перчатках.
Причины и признаки замены седла клапана ВАЗ
Приступая к проверке, необходимо старательно очистить сёдла и камеры сгорания двигателя, иногда под нагаром обнаруживаются еле заметные трещины. Испорченные и «проблемные» поверхности камер, как правило, отличаются от других камер по цвету. Наличие тех или иных типов дефектов определит необходимость и вариант ремонта сёдел клапанов. Основанием для замены может быть:
- Износ — главная причина замены сёдел клапанов. Проводя зенкование седла клапана, может обнаружится, что нет возможности для доводки, и дальнейшая регулировка седла клапана невозможна, так как клапан садится очень глубоко.
- Как продолжение первой причины, замена нужна, если седла и/или клапанапрогорели.
- Когда при осмотре выявлена коррозия по наружному диаметру — из-за нее ослабляется посадка седла.
- Наличие трещин и сколов в седле клапана.
- Замена сёдел клапанов производится, если нужна модернизация ГБЦ с заменой клапанов на увеличенные. Как следствие, возникает нужда в увеличении диаметра сёдел.
Советы по замене седел клапанов ВАЗ
Перед началом работ необходимо убедится в необходимости замены седел. Стоит помнить, что это достаточно сложный процесс, требующий специального инструмента, навыков выполнения подобных операций и твердых знаний.
Для начала проверяем ГБЦ на герметичность (опрессовка), т.е. на наличие малозаметных трещин рубашки. В случае обнаружения трещин, их необходимо заделать сваркой и лишь потом приступать к расточке сёдел.
Для удаления старых сёдел с посадочных мест лучше воспользоваться станочным оборудованием, растачивая его до момента, пока не останется тонкое кольцо, которое провернется в гнезде. Похожего результата можно добиться при помощи фрезы насаженной на обычную дрель. В данном случае работы необходимо выполнять аккуратно, чтобы не повредить посадочное место.
При монтаже новых сёдел следует учесть, что их установка производится с натягом; обеспечение гарантированного натяга должно составить от 0,1 до 0,15 мм по наружному диаметру. Разница температур рабочих поверхностей должна достигать минимум 180 С°. Для этого поверхность ГБЦ нагревают на 180-200 С°, а сёдла охлаждают в жидком азоте.
Для осуществления замены седла клапана понадобится:
- печка;
- шарошки для сёдел клапанов;
- холодильная камера;
- штангенциркуль;
- молоток и запрессовка для сёдел;
- новые сёдла клапанов.
Снимаем ГБЦ, моем, проверяем, подготавливаем необходимые инструменты.
Статья о замене клапанов ГБЦ — краткие сведения о клапанах, процесс замены и притирки изделий к седлу. В конце статьи — видео о замене и притирке клапанов ГБЦ.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Процедура замены
Клапаны, как и сёдла, подвергаются серьёзным температурным нагрузкам. Из-за этого в процессе эксплуатации постепенно на них образуются различные дефекты. Это раковины, пригары, трещины и так далее. Ещё в ДВС могут проникать посторонние компоненты, способные нанести урон седлу. Такой вариант тоже нельзя исключать.
При перегреве головки, нередко возникает нарушение соосности седла, а также направляющей самого клапана. Отсюда и отсутствие необходимой герметичности.
Седло изнашивается неравномерно. Процесс происходит по кулачковой оси. Как итог, седло становится овальным, нарушая свою изначальную круглую форму.

Подобные дефекты устраняются за счёт шарошек, применения фрез и зенкеров. Затем идёт протирка. Имея в распоряжении специальные станки, правка седла выполняется быстро и в один заход. Даже притирка после этого не требуется. Но подобного оборудования в обычном гараже автовладельца точно нет. Поэтому приходится прибегать к альтернативным методам.
В том случае, когда износ седла действительно сильный и правка никак не поможет, тогда остаётся один вариант. Это замена детали. Устанавливается новое седло, которое обрабатывают, а затем нарезают соответствующую фаску под клапан.
Весь процесс замены условно разделён на несколько этапов:
- удаление старого седла;
- подготовка новой детали;
- установка;
- финишная обработка и подгонка под клапан.
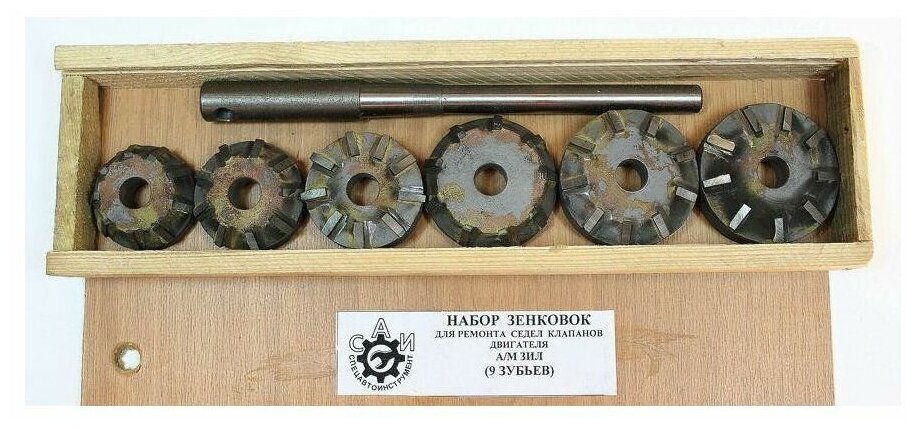
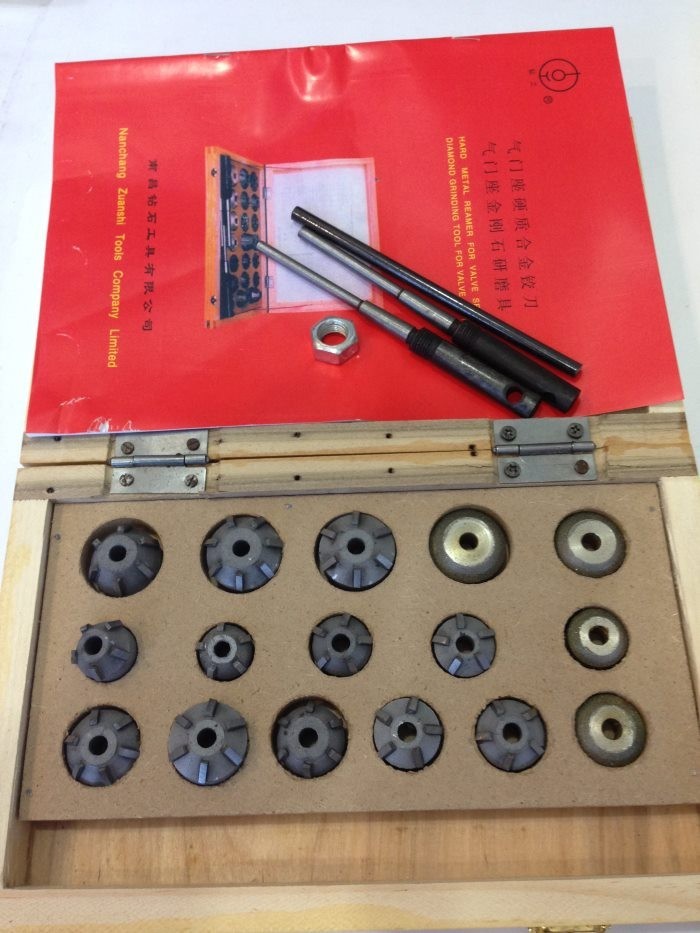
Шарошки для ремонта седел клапанов – инструкция для работы + видео » АвтоНоватор
Замена радиатора печки ваз 2114: как снять и поменять своими руками пошагово с фото и видео
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.







Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
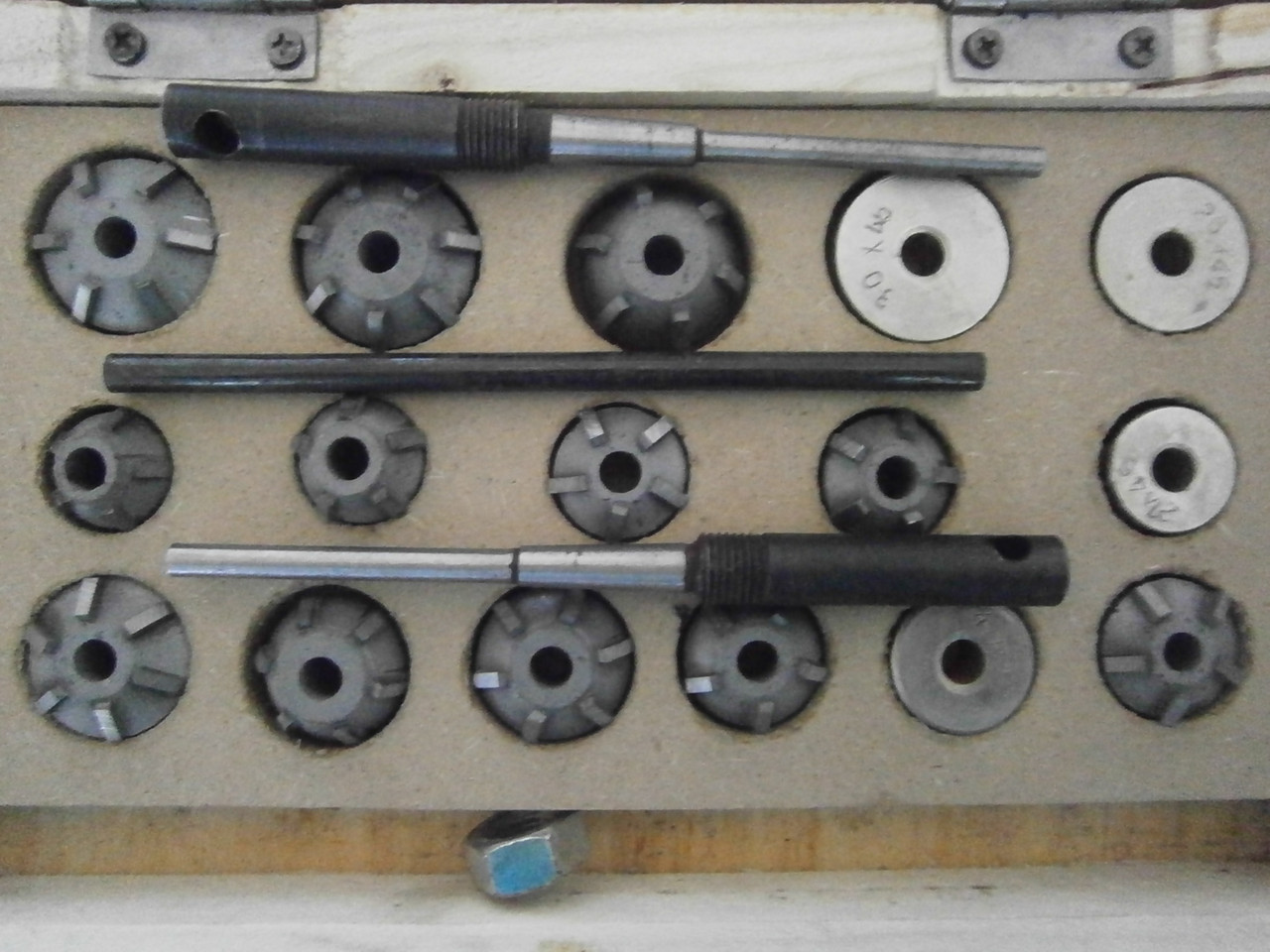
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.
Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.
Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.
Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
https://youtube.com/watch?v=isXBYTXK6eY





