Отжиг и ковка заготовки
Сталь легирована хромом, поэтому перед ковкой ее обязательно следует отжечь. Нужно сначала деталь нагреть докрасна в печи и, не давая остыть, выправить молоточком на наковальне. Сталь становится пластичной и после медленного остывания в печи со скоростью 20–40 градусов в час готова к ковке.
Самый ответственный этап ковки подшипниковой стали следует проводить в интервале температур от 800 ºС, которой соответствует вишнево-красный цвет каления, и до 1100 ºС, сопровождаемой темно-желтым свечением. При наличии бесконтактного пирометра температуру поверхности металла можно определить с точностью ± 1,5 ºС.
Следует предварительно потренироваться в нагреве и ковке металла на обычном прутке. Чтобы не сломать заготовку под ударами молота, лучше лишний раз накалить металл, чем продолжать обрабатывать охлажденным. Контролировать температуру проще по цвету каления, при появлении тусклого вишневого свечения надо сразу помещать деталь в печь.
Деталь ножа после нагрева укладывается на наковальню и плющится молотками до требуемой толщины. При отсутствии опыта работы в кузне, можно ограничиться выпрямлением заготовки, заменив операцию ковки обдиркой заготовки. Правильной считается такая техника ковки ножа, при которой:
- проковка производится смещением металла с середины полотна к кромке лезвия, постепенно истончаясь;
- округливание острия производится c одновременной оттяжкой заготовки ножа по длине;
- после окончательной раскатки пластины остается припуск не более 2 мм.
 Заготовка разогревается
Заготовка разогревается
 Остывшую заготовку пропиливаем по канавкам болгаркой
Остывшую заготовку пропиливаем по канавкам болгаркой
 Разогнутую заготовку нагревают и молотком доводят до плоской формы
Разогнутую заготовку нагревают и молотком доводят до плоской формы
 Получившийся хвостик вытягиваем в длину, чтобы в конце он сходил в размер 5 мм на 5 мм
Получившийся хвостик вытягиваем в длину, чтобы в конце он сходил в размер 5 мм на 5 мм
Что значит провернуло вкладыши
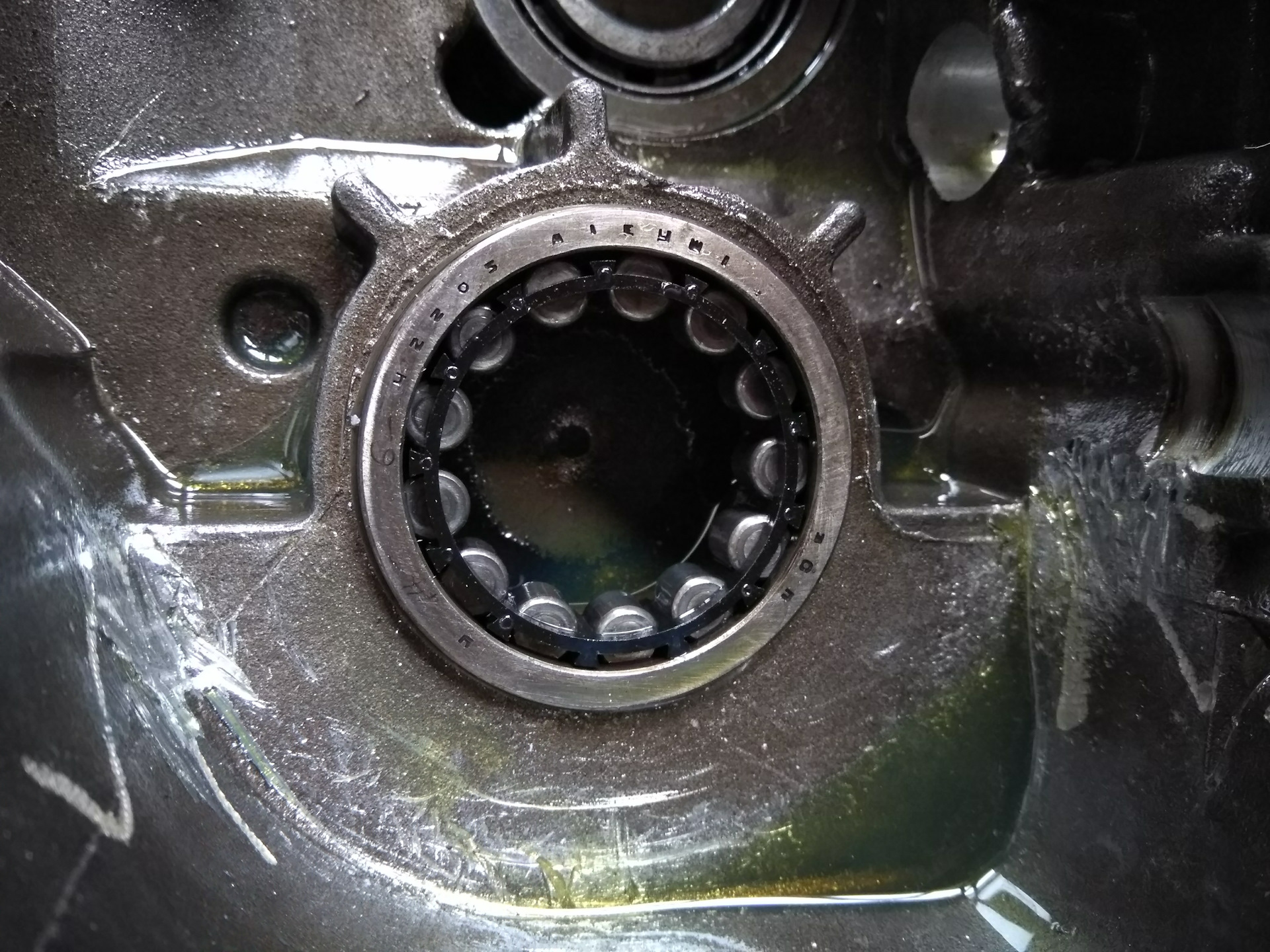
В конструкции двигателя есть такие сопряженные детали, как вкладыши и шейки коленчатого вала. Для шатунных шеек предназначены шатунные вкладыши, для коренных — коренные. Коленвал — это деталь, которая берет на себя большие нагрузки и которая сажается на подшипники, только это не подшипники качения, а скольжения. Эти подшипники скольжения называются вкладышами. Хотя вкладыши — это наиважнейшая деталь в сопряженных парах деталей, но конструкция их довольна проста.
На фото показаны изношенные вкладыши шатуна
Материалы для изготовления вкладышей используют следующие:
- олово;
- медь;
- свинец;
- алюминиевые сплав.
Рабочая поверхность вкладышей наносят специальное антифрикционное покрытие.
На простом языке неполадки связанные с коренными и шатунными вкладышами называют проворачивнием, «провернуло вкладыши» или «что-то стучит внизу двигателя».
Если провернуло шатунные вкладыши, то в этом случае ремонт сделать легче, чем, если бы провернуло коренные вкладыши. Такие неполадки и поломки считаются серьезными. В основном, это происходит по причине использование некачественно моторного масла. Подробный расклад по расшифровке маркировки моторных масел должен знать каждый водитель, поскольку там есть очень много нюансов, которые вы раньше не знали.
Подшипник болтается на валу что делать?
Что делать-если вал болтается в подшипнике
Новый вал -4 мм и новые подшипники
Есть способ покрытия в домашних условиях для тугой посадки?
Интересно не только, кто что думает, но и опыт практического применения
Сам думаю-химическое лужение,или покрытие медью(окунуть в медный купорос-часть вала)
Есть специальный локтайт для посадок с люфтами. правда стоит не дешево в раене 150 грн бутылка 50 мл
И локтайт не попадёт в подшипник?
А если потом снимать подшипник?-покрытие останется?
Дедовский метод – накернить густо-густо. годится, если вал не полый.
Удавалось даже 3мм, прикаленый, вылечить. Керн – желательно твердосплавный, острозаточенный под 30-45гр
а посередине вала не накернишь,и после кернения хана канавке под стопорное кольцо.
Я предлагаю хромировать .Технология есть в Моделисте-конструкторе.
Так негде взять реактивы-проще и дешевле другие моторы купить
А вообще-то от таких советов тошнит уже-абы написать:
Отправлено от ангир в 23 July 2013 – 18:42 in Технологии
Я предлагаю хромировать .Технология есть в Моделисте-конструкторе.
Отправлено от ангир в 23 July 2013 – 17:39 in Кордовые
Я бы посоветовал вам доработать мотор ,притереть гильзу,поршень-притереть,подшипники выставить правильно .Вал должен легко вращатся .
Отправлено от ангир в 22 July 2013 – 22:33 in Технологии
Я ВАМ СОВЕТУЮ НАЙТИ НИКЕЛЬ 0.25 У ХАРЬКОВЧАН ОН ЕСТЬ .КОГДА ОН ХОРОШО ПРОПАЯН ОН НИКОГДА НЕ ЛОПНЕТ ПО ШВУ . А НЕРЖАВЕЙКА ЧАСТЕНЬКО ЛОПАЛАСЬ .
Новый мотор СМВ Beta 3,5сс
Отправлено от ангир в 22 July 2013 – 22:10 in Новости модельного мира
ВЕРОЯТНО В ШАТУНЕ ИГОЛКИ .ПЛЮС ВАЛ 2 ОПОРЫ-ВСЁ РОВНО ВОТ И КРУТИТ56ТЫЩ. А ЦЕНА- ЕВРОПЕЙСКАЯ.НЕ НАША .







НОВЫЙ АВИА И СУДОМОДЕЛЬНЫЙ КЛУБ В ДНЕПРОПЕТРОВСКЕ
Отправлено от ангир в 22 July 2013 – 21:23 in СОБЫТИЯ
ЖАЛЬ,ТАКИХ СПОНСОРОВ В МАКЕЕВКЕ НЕТ.
Чи реально таке зробити?
Отправлено от ангир в 21 July 2013 – 23:12 in Кордовые
.На мой взгляд самый ненужный клас детских моделей. Эти модели совершенно ничему не учат.Опыта перед постройкой большой гонки не наберёш ,а в команду добавилось два человека Многие команды не приезжают на чемпионат ,7лет назад было14команд в этом 6.Нет денег на полную команду.Кто пробовал летать на гонке 4-5 экипажей, это размазать сто-долларов об асфальт.Надо делать модели чемпионатных класов,а тренироватся дома на полтора кубах.
Авиамоделизм –это красиво?
Отправлено от ангир в 21 July 2013 – 17:55 in САМОЛЕТЫ
Все вы друзья по своему правы .И коль общаетесь здесь, значит вы моделисты.А разногласия во взглядах -это естественно,мы все разные и учителя у нас были разные.А вот сейчас времена наступают совсем другие.Бойцы-покупают .гонцы-тоже . и.т.далее.Научился рулить и ты чемпион.Стоить ничего не надо. папа остальное купит.Сейчас чемпион мира даже винта не сделает-всё покупается.Учителей которые из той жизни мало за гроши работающие -некому будет учить строить самолеты.
Отправлено от ангир в 18 July 2013 – 20:00 in ПРОЧЕЕ
А другой цвет бывает ,ну скажем красный
Отправлено от ангир в 18 July 2013 – 06:11 in Технологии
Найдите книгу Авиамоделирование.Гаевско� �о.Там всё есть по вашему вопросу
Куплю МАКСА -2.5 ДИЗЕЛЬ
Отправлено от ангир в 18 July 2013 – 05:48 in МОТОРЫ ДВС
что за двигатель такой. Увидеть бы.
Яким чином заливати епоксідку в форму шоб не получалися пори?
Отправлено от ангир в 16 July 2013 – 18:58 in Технологии
для заливки матрицы для винтов я малыми дозами заливаю смолу и ст м авлю на станок фрезерный или токарный включаю станок и вибрация удаляет весь воздух через 15 минут все повторяется и так воздуха в матрице нет а греть смолу нельзя
Беда! Закрывают авиамодельный кружок!
Отправлено от ангир в 15 July 2013 – 17:09 in КУРИЛКА
какие симптомы если провернуло вкладыши?
Опции темы
Поиск по теме
Мы о разном. У меня ситуация другая, в блок никто не лазил, стук появился вместе с ушедшей в раз тягой, проехал уже 5 тыщ км на моторе. На одном сто искали проблему в голове, но увидев стружку в моторе почему- то резко подумали на вкладыш, вот я и спрашиваю может ли он так долго стучать или нет.
а на стартере так же легко крутит как раньше? может провернутым вкладышом вал зажало от этого и тяга хуже?
Да не, крутит так же. Стук только на определенных оборотах (выше 2 тысяч и тысяч до 4500 слышно, потом уже не понятно). Тяга в определенных диапазонах есть. Короче у меня не вкладыш видимо. Мож прогорело что там в моторе.
ну блин, конечно нельзя с газелью сравнивать, но у меня перегородка вежду кольцами лопалась, стучала дай бог, но тяга норм была.
1G-FE без причины не застучит. Если это последствия неудачного ремонта со шлифовкой и заменой вкладышей, то ДВС может застучать при повышении оборотов, со временем застучит и на холостых, но обороты плавать не будут. Если проехал без масла и провернуло вкладыши, то при запуске ДВС в течении 2-3 сек., пока низкое давление масла, будет слышен стук. Работающий ДВС будет быстро нагреваться и не держать холостые(плавают либо глохнет).
Двигатель замените и достаточно. Можете попробовать отремонтироватт- тут 50/50 стуканет снова или нет. Неужели лампа масла не горела? Неужели трудно была заглянуть под машину и посмотреть не помят ли поддон и есть ли масло?
Конечно застучал)) отсечку проверь первонаперво.
Источник
Вытесняющий способ
Этот дедовский способ подойдет для снятия подшипникаиз глухого отверстия. Причем он должен быть посажен с небольшим натягом. Обычно выковырять его оттуда необычайно сложно — посадочное место узла без зазоров. Достать деталь можно за счет компрессионного давления изнутри посадочного давления. Для операции приготовим:
- любую густую смазку — подойдет солидол или циатим;
- оправку диаметром чуть менее посадочного места.
Заполняем отверстие смазкой до конца, стараясь заполнить его полностью. Небольшими ударами оправки добиваемся затекания масла под шарики. Загнав смазку внутрь, небольшими резкими ударами вгоняем ее оправкой внутрь посадочного места. Сначала будет казаться, что все бесполезно — подшипник стоит, а масло исчезает внутри. Но стоит провести серию из заполнения смазкой и резких ударов, как деталь выдавит из глухого отверстия. Лучший результат достигается вбиванием оправки с минимальным зазором и длиной не менее 3 толщин подшипника.
Вместо масла нередко используют мокрую бумагу или пластилин.
Ремонт и последствия
Типичная ситуация — провернуло вкладыши. Что делать? Решить проблему можно по-разному, в зависимости от характера повреждений. В некоторых случаях можно обойтись заменой вкладышей со шлифовкой коленвала. В сложных ситуациях ремонт будет значительно дороже.
Если провернулся шатунный вкладыш, то в современных двигателях это не является серьезной проблемой. Но это не касается коренного. Часто случается ситуация, что поврежденный вкладыш просто меняется, и мотор работает дальше. Специалисты не рекомендуют такой подход. Ресурс восстановленной таким образом пары шатун-шейка коленчатого вала может сильно сократиться. Гораздо более приемлемый вариант — это замена шатуна, с которым случилась проблема. Также если провернуло вкладыши (ВАЗ-2172 в том числе), обязательно ломается и замок на шатуне. Более оптимально будет расточить коленвал под следующий ремонтный размер и выполнить полную замену вкладышей и шатунов. Шлифовать вал после проворачивания необходимо в обязательном порядке.
На шейке механизма образовываются задиры. Только так можно добиться нужного состояния поверхности и двигатель будет работать правильно.










Крышки и уплотнения для подшипников
Осевое положение вала в корпусе определяется с помощью торцовых крышек. Торцовые крышки должны быть достаточно прочными, чтобы выдержать осевые нагрузки, передаваемые валами через наружные кольца подшипников.
Крышки подшипников изготовляют из чугуна марки СЧ15. Различают крышки глухие и с отверстиями для прохода валов (рис. 13). Крышки изготовляются с центрирующим выступом и без него. Центрирующий выступ обычно контактирует с наружным кольцом подшипника для фиксирования положения вала в корпусе. Наружный диаметр выступа равен диаметру расточки под подшипник по посадке h9, а внутренний соответствует размеру t в стакане. Толщина и наружный диаметр фланца, диаметр, на котором расположены отверстия, и их количество определяются так же, как для стакана.
Рис. 13. Уплотнения валов, размещаемых в крышках: а – манжетное; б – щелевое (l=0,2…0,4; t=4,5…6; r=1,2…2); в – центробежное; г – лабиринтное (l=0,2…0,4; f1=1…2; f2=1,5…3)
Если крышка не контактирует с подшипником, то она может быть выполнена без центрирующего пояска (плоской). Если крышка выполнена с отверстием для прохода вала, то она отличается тем, что в ней, как правило, предусматривается место для установки уплотнения, которое защищает подшипник от попадания грязи и от вытекания смазки (рис. 13, а). Наличие уплотнения и деталей крепления подшипника на валу определяет в осевом сечении конфигурацию торцовой наружной и внутренней поверхности крышки (рис. 13).
Так как щелевые уплотнения недостаточно надежно защищают подшипники от попадания пыли и грязи, то их применяют для подшипников качения машин, работающих в чистой и сухой воздушной среде. Лабиринтные уплотнения (рис. 13, в) – самые надежные, особенно при больших частотах вращения валов. Уплотнения, основанные на действии центробежной силы (рис. 13; а, в, г), применяют в качестве наружных и внутренних. В ответственных случаях применяют комбинированные уплотнения (в). Уплотнения манжетные резиновые для валов приведены в табл. 4.
Таблица 4. Уплотнения манжетные резиновые для валов
| Манжета резиновая армированная, мм | d | D | h1 | h2 |
| 20; 21; 22 | 40 | |||
| 24 | 41 | |||
| 25 | 42 | |||
| 26 | 45 | |||
| 30; 32 | 52 | |||
| 35; 36; 38 | 58 | 10 | 14 | |
| 40 | 60 | |||
| 42 | 62 | |||
| 45 | 65 | |||
| 48; 50 | 70 | |||
| 52 | 75 |
Для предотвращения вытекания смазочного материала из корпуса редуктора или выноса его в виде масляного тумана и брызг применяют различные уплотняющие материалы и устройства. Разъемы составных корпусов герметизируют специальными мазями, наносимыми на плоскости разъема перед сборкой корпуса. Во фланцевых соединениях, когда положение фланца не определяет осевой зазор в подшипниковом узле, могут применяться также мягкие листовые прокладочные материалы.
В настоящее время для герметизации фланцевых соединений широко применяют уплотнения в виде резиновых колец круглого сечения (рис. 14, а).
Для герметизации стыков типа фланец-корпус с центровочным буртом применяют установки колец в канавку (рис. 14, б), в торец (рис. 14, в) и в фаску (рис. 14, г). Установка колец в канавку занимает больше места в осевом направлении, но удобна при совмещении с регулировочными прокладками между фланцем и корпусом для осевого зазора, поскольку в этом случае изменение толщины прокладок не связано с деформацией сечения кольца, которым производится уплотнение по посадочной поверхности. Размеры установочных мест под резиновые уплотнительные кольца круглого сечения приведены в табл. 5. Эти же кольца можно применять для нецентрованных плоских стыков (не обязательно круговых). Для этого на одной из соединяемых деталей должна быть выполнена канавка. Пример кругового уплотнения показан на рис. 14, д.
Таблица 5. Размеры сечений круглых колец и установочных мест для них
| Размеры | Диаметр кольца, d, мм | |||
| 2,5 | 3,0 | 3,6 | 4,6 | |
| D | 24-54 | 25-100 | 28-205 | 36-260 |
| b | 3,6 | 4,0 | 4,7 | 5,6 |
| h | 1,85 | 2,35 | 2,8 | 3,7 |
| с | 2,0 | 2,0 | 2,5 | 2,5 |
| а | 3,5 | 4,5 | 5,0 | 6,0 |
| е | 1,85 | 2,2 | 2,6 | 3,3 |
| М | 3,3 | 4,2 | 5,0 | 7,2 |
Рис. 14. Уплотнение круглым кольцом
Метод №2
Этап 1: Подготавливаем поверхность
Разработана технология восстановления посадочного места подшипника в корпусе, в том числе подшипников качения и скольжения.
Важно: этот метод не подходит для гидродинамических подшипников. Технологические этапы ремонта:
Технологические этапы ремонта:
- Механическая чистка поврежденного сиденья.
- Рекомендуется выполнять механическую обработку путем расширения корпуса с помощью расточной оправки или абразивного инструмента, как показано на рисунке n. 3.
Очищаемая поверхность должна соответствовать параметрам шероховатости Ra-20 мкм
Этап 2: Обезжириваем поверхность
После завершения механической подготовки обработайте поверхность универсальным моющим средством CLEANER S. Для заказа моющего средства используйте арт. Wcn15200010
Желательно обезжирить поверхность чистой тканью, предварительно смоченной моющим средством. При необходимости повторите процесс очистки.
Проверку чистоты поверхности производят чистой белой тканью, смоченной в моющем средстве – следов не должно оставаться.
Этап 3: Подбор композитного материала для ремонтных работ
Композитный материал нужно выбирать с учетом нагрузок, действующих на подшипник (Рисунок №4):
Выбирая полимерный материал, рассчитайте удельную нагрузку на сиденье. Используйте технический паспорт и выберите полимерный материал, который соответствует вашим потребностям.
Подробную информацию и помощь в выборе материалов для восстановления сиденья можно получить по телефону (863) 2703973 или отправив запрос на адрес электронной почты: info@energosnab.com
Этап 4: Обработка поверхности кондуктора
Возьмите втулку, чтобы сформировать седло, как показано на рисунке №5.
- Выбирайте втулку в зависимости от диаметра и допуска. Поверхность рекомендуется отшлифовать, чтобы уменьшить шероховатость. Наличие дырок недопустимо.
- Обработайте поверхность втулки смазкой WEICON F 1000 (приобретается с артикульным номером wcn10604025) или наносите WEICON P 500 (приобретается с артикульным номером wcn10604500).
Рукав можно разделить на 2 части. Однако у вас должно быть расширительное устройство, которое будет прижимать маску к поврежденной плоскости.
Сам подшипник может выступать аналогом втулки. Его поверхность необходимо предварительно обработать разделительной смазкой F 1000 или P 500.
Этап 5: Наносим материал и устанавливаем втулку
- Подготовьте материал согласно инструкции.
- Нанести тонкий слой и тщательно втереть в шероховатую поверхность.
- Нанесите полимерный материал такой толщины, которая обеспечит окончательное сцепление с поверхностью втулки.
- Установите втулку в корпус, как показано на Рисунке №6, чтобы металл / полимер сформировал требуемую плоскостность, выдавливая излишки. Лопаткой удалите излишки.
Почему проворачивает вкладыши?
Вкладыши в двигателе установлены в специальные установочные места (постель вкладыша). Установка предполагает особую фиксацию, так как вкладыши имеют в своем теле отверстия, что позволяет подавать на них моторное масло. Указанные отверстия должны четко совпадать с отверстиями, которые высверлены в самих деталях для прохода смазки. Также фиксация вкладыша необходима с учетом того, что во время работы двигателя возникает трение по поверхностям сопряженных элементов.
С учетом вышеприведенной информации становится понятно, что если провернуло шатунный вкладыш, причина может заключаться в следующем:
Как известно, трение возникает в результате скольжения двух тел по отношению друг к другу при наличии определенной нагрузки. Общая величина силы трения будет зависеть от величины нагрузки на трущуюся пару, а также от коэффициента трения. Для того чтобы снизить силу трения при изготовлении деталей применяются специальные антифрикционные материалы, которые имеют низкий коэффициент трения.
Что касается вкладыша, антифрикционный материал наносится на его поверхность. Коленвал по отношению к вкладышам совершает вращательное движение, в месте сопряжения вкладыша и коленчатого вала возникает сила трения, которая стремится провернуть вкладыши по отношению к их установочным местам. Для защиты от проворачивания и смещения вкладыш удерживает специальный усик. Также при установке сами вкладыши вставляются с определенным натягом, величина которого рассчитана конструкторами того или иного ДВС.
Становится понятно, что избыточное трение или недостаточно надежная фиксация (слабый натяг), являются основными причинами, по которым не удается удержать вкладыш на его посадочном месте. Отметим, что во время изготовления двигателя на заводе недостаточный натяг вкладышей при сборке ДВС встречается крайне редко. Чаще проблемы с коренными или шатунными вкладышами появляются после того, как двигатель ремонтировался. Другими словами, неправильный подбор ремонтных вкладышей и другие дефекты, которые не позволяют добиться необходимого натяга, приводят к проворачиванию. Так как на КШМ воздействуют неравномерные нагрузки, вкладыши с ослабленной посадкой начинают вибрировать, масляная пленка на их поверхности разрушается, вкладыш может «прихватить». В такой ситуации проворачивание неизбежно, так как фиксирующий усик попросту не способен противостоять моменту проворачивания на самом вкладыше.









Как уже было сказано, еще одной причиной проворачивания вкладышей двигателя является превышенный момент трения, то есть нарушаются расчетные условия работы самих подшипников скольжения. Нормальная работа вкладышей предполагает так называемое жидкостное трение, то есть поверхность вкладыша и шейку коленчатого вала разделяет масляная пленка. Это позволяет избежать прямого контакта нагруженных деталей, обеспечивает необходимую смазку и охлаждение, минимизирует трение.

Вполне очевидно, что если масляная пленка будет иметь недостаточную толщину или прорвется, коэффициент трения начнет увеличиваться. Работа сопряженных деталей, которые испытывают постоянную нагрузку, в подобных условиях будет означать, что проворачивающий момент увеличился. Если проще, чем больше сила трения, тем сильнее возрастают риски проворачивания вкладышей коленвала при таких увеличенных нагрузках.
Почему проворачивает шатунный вкладыш
Вкладыши шатунов и коленвала ДВС — это подшипники скольжения, которые должны обильно смазываться, чтобы выполнять свои функции. Шейки коленвала и оверстия шатуна сидят плотно без люфта и зазоров, но благодаря смазке сила трения сопряженных пар минимальна.
Проворот вкладышей шатуна и коленчатого вала требует немедленного ремонта. Нельзя эксплуатировать автомобиль с такими поломками в двигателе, потому как может произойти дальнейшее разрушение деталей или узлов ДВС. Эту поломку определяют на слух, слышен стук коленвала и шатуна.
Вкладыши, они же подшипники скольжения сажают в места, которые называют постелями вкладышей. Вкладыши должны быть зафиксированы. Если на вкладышах есть отверстия, они должны быть совмещены с отверстиями сопряженной детали.
А известно ли вам, что за проходимость и управляемость автомобилем отвечает вид блокировки и перенатяг дифференциала.
Основные причины проворота вкладышей:
- не достаточно были зафиксированы вкладыши;
- вкладыши прикипели.
Коленчатый вал вращается относительно вкладышей, поверхность которых защищена антифрикционным (противотрущимся) материалом. Чтобы вкладыши не смещались и не проворачивались вместе с коленвалом ДВС, они удерживаются специальными усиками. Также они устанавливаются в натяжку, которые рассчитали заводы-изготовители.
Чем больше нагрузка на коленвал, тем меньше создается масляная пленка (прослойка, подушка). А если еще присутствует превышенная вибрация, то происходит разрушение масляного защитного слоя и резко повышается сила трения, из-за чего вкладышу все труднее и труднее удержаться в постели, усик предназначенный для защиты от проворота не может удерживать вкладыш.
Как правило, причиной проворачивания вкладышей является отсутствие смазки. Для смазки на коренных вкладышах предусмотрены отверстия, на шатунных — пазы. Если эти каналы для подачи масла закупорены, отверстия и каналы полностью или частично забиты, сила трения трущихся деталей повышается, появляется эффект масляного голодания. Из-за отсутствия смазки сильно нагреваются пара вкладыш-коленвал. Во время нагрева трущиеся детали прилипают друг к другу. После такой сварки начинают проворачиваться вкладыши.
Смазка подшипниковых узлов
Смазка подшипников должна обеспечивать уменьшение трения, отвод тепла и равномерное распределение его во всех частях подшипника, уменьшение шума, предохранение от коррозии, улучшение работы уплотнений путем заполнения зазоров между вращающимися и неподвижными деталями узла. Для смазки подшипников качения применяются жидкие масла и консистентные смазки, которые должны удовлетворять следующим требованиям: иметь химическую и физическую стабильность, не выделять твердых осадков; не содержать механических примесей; содержание в них свободной воды, кислот и щелочей должно быть в пределах допустимых норм.
Жидкие масла по сравнению с консистентными смазками более стабильны, могут применяться при более высоких угловых скоростях и при высоких и низких температурах, когда консистентные смазки теряют свои смазывающие свойства; допускают полную смену масла без разборки агрегата.
Консистентные смазки имеют следующие преимущества: не вытекают из корпусов (уплотнения могут быть более простые); хорошо заполняют зазоры между вращающимися и неподвижными деталями узлов; могут работать в подшипниковом узле в течение продолжительного срока (6–10 месяцев).
При выборе смазки определяющими факторами являются: скорость вращения, нагрузка на подшипник, рабочая температура узла, состояние окружающей среды.
Для подшипников качения выбирают преимущественно консистентную смазку; однако ее не следует применять при высокой температуре и значительных угловых скоростях, а также при низкой температуре.
Выбор наиболее рациональной смазки для подшипников качения связан в основном с установлением оптимально необходимой вязкости масла и его стабильностью. При увеличении скорости вращения потери на трение в смазке увеличиваются, и поэтому для опор быстроходных валов следует применять смазки с меньшей вязкостью.
С увеличением нагрузки и уменьшением числа оборотов следует выбирать масла с большей вязкостью.
Подшипники качения требуют незначительного количества смазки. Так, при консистентной смазке корпус подшипника должен быть заполнен на 1/2 до 2/3 своего свободного объема.
При жидком масле его уровень должен быть при числе оборотов n=1500 об/мин не выше центра нижнего шарика или ролика, а при n>1500 об/мин уровень должен быть еще ниже. Избыток масла ведет к резкому повышению температуры узла. Надо следить, чтобы в подшипники добавлялись определенные порции смазки, необходимые для их нормальной работы. Частота пополнения корпусов консистентной смазкой зависит от качества смазки, конструкций уплотнения корпуса и устанавливается на основании практического наблюдения за работой конкретного механизма. При хороших условиях эксплуатации пополнять смазку можно один раз в 6–9 месяцев; пополнение корпусов жидким маслом должно производиться один-два раза в месяц.
Просмотров: 224